电火花加工:探索结构、应用、优点和缺点
放电加工 电火花加工 (EDM) 又称为火花加工,是一种独特的工艺,有别于 CNC 车削和铣削等传统加工方法。与那些依赖锋利切削刀具的工艺不同,EDM 利用一系列放电对金属进行侵蚀。在本文中,我们将深入探讨 EDM 制造背后的基本概念,并探讨其构造、应用、优缺点。
EDM 是如何工作的?
放电加工 利用电火花加工机器产生的电火花来腐蚀工件的特定部分。这些“电火花”实际上是两个彼此靠近的载流导体之间形成的电弧。电弧产生极热,导致导电材料熔化和蒸发。在电火花加工过程中,工件连接到正极(阳极),而负责材料腐蚀的工具连接到负极(阴极)。
电火花加工系统的基本结构
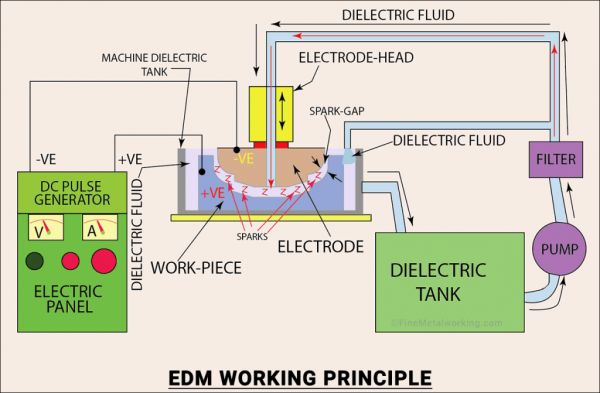
为了了解电火花加工的工作原理,让我们分解一下电火花加工系统的基本组成部分:
直流脉冲发生器: 该组件将交流电源转换为脉动直流电源,其电压足以在蚀刻工具和工件之间产生火花。 电极工具: 电极工具与电源的阴极相连,安装在刀架上。其形状与工件上留下的轮廓相对应。在加工过程中,电极工具和工件之间保持一个小间隙,称为电弧间隙。常见的电极材料包括铜、钨合金、石墨、钢和铸铁。 伺服电机机构: 该机构控制电火花加工机床内刀具的进给和移动。编程伺服电机机构精确控制前面提到的电弧间隙。 火花发生器: 火花发生器提供火花产生和放电维持所需的电压。每秒可产生多达十万个火花,从而能够从工件上去除大量材料。 介电流体: 电极工具和工件均浸没在介电流体中,介电流体被供应到它们之间的间隙中。介电流体应以恒定的压力循环,以冲走被侵蚀的金属颗粒。流体压力过大会减慢切割动作,而压力不足则可能由于侵蚀过程中未排出的切屑而导致短路。常用的介电流体包括去离子水、乙二醇和硅油。 工件: 工件与阳极连接,构成了电火花加工机器的生态系统。为了使加工过程有效,工件必须是良好的电导体。电火花加工工艺类型
EDM 工艺根据所用工具的形状和方法进行分类。业内常见的三种类型是:
电火花线切割机: 该工艺利用金刚石导轨固定的细线(通常是铜或黄铜合金)在三维工件上精确切割二维形状。切割路径由 CNC 程序控制,可以创建复杂的形状。线切割通常用于切割金属挤压模具、冲头和板材。 电火花沉降片: 沉降电火花加工又称为冲压电火花加工,采用反向成型的石墨或铜电极在工件上切割空腔。加工工具以匹配工件上留下的所需形状。沉降电火花加工非常适合加工铸造和注塑成型中使用的模具,这些模具需要复杂的空腔形状。 钻孔电火花加工: 在这种类型的 EDM 工艺中,电极工具用于创建非常薄且深的孔,这是传统钻孔方法无法实现的。该工具的设计允许介电流体直接通过孔输送,使其成为空心电极。钻孔 EDM 不会在工件上产生毛刺,通常用于加工涡轮叶片、模具和模具上的泄压孔。电火花加工的应用
EDM 加工能够产生复杂的形状和几何形状,非常适合传统加工无法胜任的精密应用。让我们来探讨一下 EDM 加工的一些常见应用:
小孔钻孔: 制造商经常使用电火花加工来钻出极小的孔,以降低工具偏转和损坏的风险。电火花加工的孔可以非常小,常见于涡轮叶片、燃油系统部件中的微孔等。 模具制造: 电火花加工是对模具制造中传统加工的补充。线切割电火花加工用于成型毛坯,电火花成型用于制造复杂的腔体形状,钻孔电火花加工用于压力释放孔。 组件分解: 电火花加工机用于移除无法通过常规方法取出的卡住的金属部件。分解这些部件需要有选择地移除材料而不会造成损坏。例如剪断的螺栓、卡住的工具或卡在精密部件中的销钉。 医疗组件: 电火花加工产品可产生无毛刺的表面,使其成为制造各种医疗植入物组件的理想选择。 航空航天部件: 电火花加工可处理航空零件上标准切削刀具无法实现的特征。它擅长生产具有挑战性的特征,例如涡轮转子盘、薄槽、尖角方孔和紧密深孔。为什么 EDM 更受青睐?
具有很强的加工复杂轮廓的能力: 与传统加工操作相比,EDM 提供了更大的切削自由度。它可以轻松创建复杂的凹槽、精细的深孔、薄壁和不规则形状的几何形状,而这些通常是立铣刀和钻头无法实现的。
高精确度: EDM 技术可实现金属制造行业中最小公差的精度。该工艺对工件施加的应力最小,并避免剧烈振动。额外的抛光工艺可提高精度和准确度。
无毛刺表面处理: 电火花加工可使工件无毛刺,因为被侵蚀的金属会分解成微粒并被冲走。与立铣刀、锯子和钻头不同,电火花切割不需要会造成毛刺的锋利切削工具。
切割硬质金属的能力: 电火花加工可以毫不费力地以较小的力切割硬金属,只要它们是导电的。材料的硬度不会影响整个过程。
低压: 与切削刀具接触表面的其他加工方法不同,电火花加工刀具不直接接触工件,从而最大限度地减少了材料上的应力。
高度可扩展的制造: EDM 加工工艺用途广泛,适用于小批量到大批量的制造。它们具有高重复性,可确保多个零件的质量一致。
电火花加工工艺的局限性
仅适用于导电材料: 电火花加工依靠放电来侵蚀材料,因此不适用于复合材料和塑料等非导电材料。
材料去除率低: 电火花加工逐渐去除材料,因此与传统的铣削和车削工艺相比,材料去除率较慢。
生产成本更高: EDM 生产成本包括高功耗、增加刀具磨损和延长加工时间等因素。
总结
电火花加工 (EDM) 是对传统 CNC 加工工艺的宝贵补充。它擅长生产通过铣削和车削难以实现的特殊功能。EDM 加工在切割坚硬的导电金属方面具有出色的精度,可最大限度地减少加工过程中的应变。此外,EDM 的无毛刺表面和可扩展性使其成为各行各业的首选。
总之,EDM 提供了一种独特的加工方法,依靠放电来腐蚀材料。它具有广泛的应用范围,包括小孔钻孔、模具制造、部件分解以及医疗和航空航天部件的生产。EDM 的优点包括能够加工复杂的轮廓、高精度、无毛刺表面光洁度、切割硬质金属的能力、工件应力低以及高度可扩展的制造。然而,必须注意 EDM 的局限性,例如它仅适用于导电材料、材料去除率较慢以及生产成本较高。
尽管存在局限性,EDM 仍然是制造业中一种有价值的工具,能够创建复杂的形状并实现高精度。随着技术的进步,EDM 工艺可能会进一步发展以克服当前的局限性,并在未来提供更强大的功能。
推荐读物:
CNC 路由器和 CNC 铣床之间的 5 个主要区别 了解 CNC 路由器:最常问的问题 数控车床的 5 个基本部件 数控车床和数控铣床之间的差异 探索 CNC 车床:10 个值得了解的有趣功能您可能感兴趣的其他文章
青铜数控加工的应用和优势
1. 简介:青铜在 CNC 加工中的持久魅力 在这一开篇部分,我们将探讨青铜作为 CNC 加工材料的永恒魅力。从其丰富的……
钢材精密数控加工:大批量生产
精密 CNC 加工和大批量生产作为现代制造工艺不可或缺的一部分,精密计算机数控 (CNC) 加工为生产带来了无与伦比的精度和一致性……
相关知识
电子病历优点论文
幼儿早教机构的优缺点
矿物肥料和有机肥料:差异、缺点和优点
电子病历系统的优势及应用
中新天津生态城将加快探索环境健康管理试点经验
有机肥料的基本知识及优缺点优缺点
剖宫产和顺产的优点与缺点
使用科技辅助运动的优缺点
划船机优缺点?
浙江探索“好社区”智慧运动健康中心建设试点工作
网址: 电火花加工:探索结构、应用、优点和缺点 https://www.trfsz.com/newsview341102.html
推荐资讯




- 1发朋友圈对老公彻底失望的心情 12775
- 2BMI体重指数计算公式是什么 11235
- 3补肾吃什么 补肾最佳食物推荐 11199
- 4性生活姿势有哪些 盘点夫妻性 10428
- 5BMI正常值范围一般是多少? 10137
- 6在线基础代谢率(BMR)计算 9652
- 7一边做饭一边躁狂怎么办 9138
- 8从出汗看健康 出汗透露你的健 9063
- 9早上怎么喝水最健康? 8613
- 10五大原因危害女性健康 如何保 7828

