高频焊机实现不锈钢管快速精确焊接,适应不同规格材质管材
关于高频焊机在不锈钢管焊接中对不同规格和材质适应性的详细阐述:
一、高频焊机的工作原理及优势
(一)工作原理
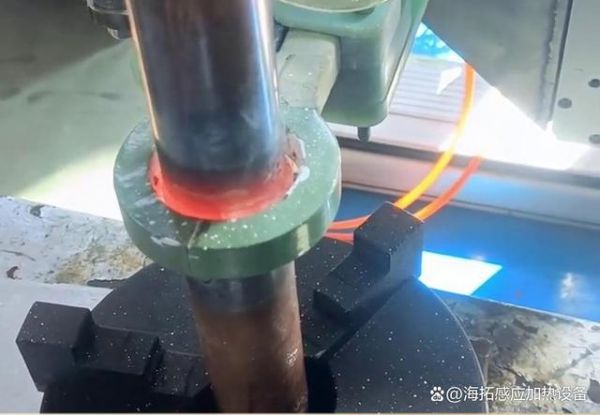
高频焊机是基于高频电流的集肤效应和邻近效应来实现不锈钢管焊接的。当高频电流通过焊接电极或感应线圈时,会在不锈钢管待焊接部位产生高频磁场。由于集肤效应,电流主要集中在管材表面流动,产生大量的焦耳热,使管材表面迅速升温达到熔点。邻近效应则保证了电流在待焊接的两个管材接触面之间的良好分布,促使管材在接触面处更好地熔化融合,从而完成焊接过程。
(二)优势
高效加热速度:高频焊机的加热速度非常快,能够在短时间内将不锈钢管待焊接部位加热到熔点。这对于焊接过程来说,大大提高了焊接效率,减少了焊接时间,尤其在工业生产中,能够有效提高生产效率,缩短生产周期。
精确控制焊接参数:高频焊机可以精确控制焊接过程中的各种参数,如焊接电流、频率、焊接时间等。通过调整这些参数,能够适应不同规格和材质不锈钢管的焊接需求。例如,对于薄壁管材和厚壁管材,可通过调整电流大小和焊接时间来控制热量输入,确保焊接质量。
良好的焊接质量:由于高频焊机能够实现快速加热和精确控制,使得焊接过程更加稳定,焊接接头的质量更高。它可以有效减少焊接缺陷,如气孔、夹渣、未焊透等问题,从而保证不锈钢管焊接后的强度和密封性。

二、对不同壁厚管材的适应性
(一)薄壁管材焊接
热量控制:对于薄壁不锈钢管材(如壁厚小于 1mm),高频焊机可以精确控制热量输入。由于薄壁管材容易过热变形,通过调整高频焊机的功率和焊接时间,采用较低的功率和较短的焊接时间,使管材表面能够迅速熔化并完成焊接,同时避免过多的热量导致管材变形。
焊接速度调整:在焊接薄壁管材时,高频焊机可以实现快速焊接。因为管材壁薄,不需要长时间的加热来保证熔化深度,快速焊接可以减少热量在管材上的积累,进一步降低变形的风险。例如,在一些医疗器械或精密仪器中使用的薄壁不锈钢管焊接,高频焊机能够快速、精确地完成焊接,确保管材的质量和尺寸精度。

(二)厚壁管材焊接
足够的热量输入:厚壁不锈钢管材(如壁厚大于 3mm)需要更多的热量才能使管材内部充分熔化,实现良好的焊接。高频焊机可以通过提高功率和适当延长焊接时间来提供足够的热量。同时,利用高频电流的集肤效应和邻近效应,确保热量能够深入管材内部一定深度,使焊接接头的熔合区达到足够的厚度,保证焊接强度。
多层焊接策略:对于特别厚的不锈钢管材,高频焊机可以配合多层焊接的方法。先在管材待焊接表面进行打底焊,通过高频焊机精确控制打底焊的参数,保证根部焊透;然后进行填充焊和盖面焊,逐步完成整个焊接过程。这种多层焊接策略能够有效应对厚壁管材焊接的难题,保证焊接质量。

三、对不同外径管材的适应性
(一)小外径管材焊接
小型感应线圈或电极设计:对于小外径不锈钢管材(如外径小于 10mm),高频焊机可以采用小型的感应线圈或焊接电极。这些小型设备能够更好地贴合管材表面,使高频磁场更集中地作用于管材待焊接部位,确保有效加热。例如,在电子设备中的小口径不锈钢管连接中,高频焊机通过适配的小型工具能够精确地进行焊接。
精确的定位和操作:小外径管材焊接需要更精确的定位和操作。高频焊机可以配合高精度的夹具和焊接辅助设备,保证管材在焊接过程中的位置精度。操作人员可以通过微调设备参数和焊接位置,确保管材的圆周方向和轴向方向都能得到均匀的焊接,避免焊接缺陷。

(二)大外径管材焊接
大型感应线圈或电极布置:对于大外径不锈钢管材(如外径大于 100mm),高频焊机可以采用大型的感应线圈或布置多个焊接电极。这样可以使高频磁场覆盖更广泛的管材表面区域,保证管材待焊接部位的全面加热。例如,在大型化工管道或建筑结构中的不锈钢管焊接中,这种大型设备配置能够有效应对大口径管材的焊接需求。
分段焊接与参数调整:由于大外径管材周长较大,焊接过程中可能需要分段进行。高频焊机可以根据管材的外径和焊接要求,合理划分焊接段,并针对每一段调整焊接参数,如焊接电流、频率和焊接时间等。通过这种方式,确保整个管材圆周方向的焊接质量一致,保证管材的整体性能。

四、对不同材质不锈钢管的适应性
(一)常见不锈钢材质焊接
奥氏体不锈钢焊接:如 304、316 等奥氏体不锈钢是最常见的不锈钢管材材质。高频焊机在焊接这些管材时,可以根据其较低的热导率和较高的电阻特性,合理调整焊接参数。奥氏体不锈钢在焊接过程中容易出现晶间腐蚀问题,高频焊机通过精确控制焊接热输入,避免焊接区域长时间处于敏化温度区间,从而减少晶间腐蚀的风险,保证焊接质量。
马氏体不锈钢焊接:马氏体不锈钢(如 410、420 等)具有较高的强度和硬度,但焊接性相对较差。高频焊机在焊接马氏体不锈钢管材时,需要更加注意预热和后热环节。通过适当的预热,减少焊接裂纹的产生;焊接完成后,利用高频焊机的加热功能进行适当的后热,消除焊接应力,改善焊接接头的性能。

(二)特殊不锈钢材质焊接
双相不锈钢焊接:双相不锈钢(如 2205、2507 等)兼具奥氏体和铁素体的优点,但其焊接工艺要求更为严格。高频焊机在焊接双相不锈钢管材时,要严格控制焊接热输入,以确保焊接接头保持合适的相比例。通过精确的参数调整,使焊接区域的奥氏体和铁素体相能够均匀分布,提高焊接接头的强度、韧性和耐腐蚀性。
沉淀硬化不锈钢焊接:沉淀硬化不锈钢(如 17 - 4PH 等)在焊接后需要保持其沉淀硬化特性。高频焊机在焊接这种管材时,不仅要考虑焊接过程中的热输入控制,还要结合后续的热处理工艺。通过合理的焊接和热处理参数组合,使管材焊接后能够在保持良好的焊接质量的同时,恢复或增强其沉淀硬化性能。

综上所述,高频焊机凭借其工作原理和诸多优势,能够很好地适应不同规格和材质的不锈钢管焊接,无论是薄壁管材还是厚壁管材,以及不同外径和壁厚的管材,都可以通过合理调整设备参数和焊接策略,实现高质量的焊接。
#超高频焊接机#
相关知识
不锈钢管道焊接烟尘净化器
双频机、中频感应加热机、高频焊接机、高频热锻
高频电流的邻近效应及在焊接等方面的应用
感应铝钎焊技术
淮北Q345B焊管厂家=计量方式
高强度耐腐蚀不锈钢复合板
绍兴高频感应加热设备「杭州莱润电气供应」
核电钢制安全壳焊后热处理温度控制技术研究
高频焊接是一种常用的焊接方法,图1是焊接的原理示意图.将半径为r=10cm的待焊
高频机与感应加热技术
网址: 高频焊机实现不锈钢管快速精确焊接,适应不同规格材质管材 https://www.trfsz.com/newsview711664.html
推荐资讯




- 1发朋友圈对老公彻底失望的心情 12775
- 2BMI体重指数计算公式是什么 11235
- 3补肾吃什么 补肾最佳食物推荐 11199
- 4性生活姿势有哪些 盘点夫妻性 10428
- 5BMI正常值范围一般是多少? 10137
- 6在线基础代谢率(BMR)计算 9652
- 7一边做饭一边躁狂怎么办 9138
- 8从出汗看健康 出汗透露你的健 9063
- 9早上怎么喝水最健康? 8613
- 10五大原因危害女性健康 如何保 7828

